Technique de soudage

Plus de 60 ans d’excellence dans la technique de soudage
Depuis plus de 60 ans, nous sommes votre partenaire de confiance en tant qu’entreprise spécialisée et certifiée dans le soudage. Qu’il s’agisse de MAG, de MIG, de soudage au laser, de soudage robotisé ou de soudage manuel, nous proposons toujours le procédé de soudage optimal pour vos exigences individuelles.
Nous fabriquons principalement des constructions soudées pour des machines et lignes de production. Nous fournissons également avec succès d’autres branches telles que la construction de réservoirs, d’appareils et de tuyauteries, la construction de matériel ferroviaire, la construction métallique générale et la construction de façades. Notre gamme de services s’étend des travaux de soudage généraux sur de grands ensembles tels que des boîtiers, des enceintes et des consoles jusqu’au soudage précis de pièces individuelles comme des échangeurs de chaleur, des réacteurs et des distributeurs de fluides.

Votre avantage
Matériaux
Aciers austénitiques (aciers CrNi)
- 8.1 Aciers inoxydables (Cr)
- 8.2 Aciers inoxydables (Cr > 19 %)
Aciers austéno-ferritiques
- 10 Aciers inoxydables (duplex)
Alliages d’aluminium TIG DC (courant continu) et TIG AC (courant alternatif)
- 23.1 Alliages aluminium-magnésium-silicium
Nickel et alliages de nickel
- 43 Aciers inoxydables
Aciers de construction avec une limite d’élasticité minimale (ReH) spécifiée
- 1.1 ReH
- 1.2 ReH
Aciers de construction à grains fins à traitement thermomécanique
- 2.1 ReH
- 2.2 ReH > 460N/mm²
Alliages de titane
- 53 Alliages alpha-bêta de types Ti-3Al-2,5V et Ti-6Al-4V
Certifications
DIN EN ISO 3834-2 : Exigences de qualité pour le soudage par fusion des matériaux métalliques – Partie 2: Exigences de qualité complète (ISO 3834-2) – Version allemande EN ISO 3834-2
DIN EN 1090
- Partie 1 : Exigences pour l’évaluation de la conformité des éléments structuraux – Version allemande EN 1090-1
- Partie 2 : Exigences techniques pour les structures en acier – Version allemande EN 1090-2 (classe d’exécution EXC3)
- Partie 3 : Exigences techniques pour l’exécution des structures en aluminium – Version allemande EN 1090-3 (classe d’exécution EXC2)
- DIN EN 15085 CL1 : Applications ferroviaires – Soudage des véhicules ferroviaires et des pièces – Version allemande EN 15085-1, niveau de certification CL1
- AD2000-Merkblatt HP0 (fiche technique allemande) et directive 2014/68/EU concernant les équipements sous pression
PRESTATIONS DE SERVICES
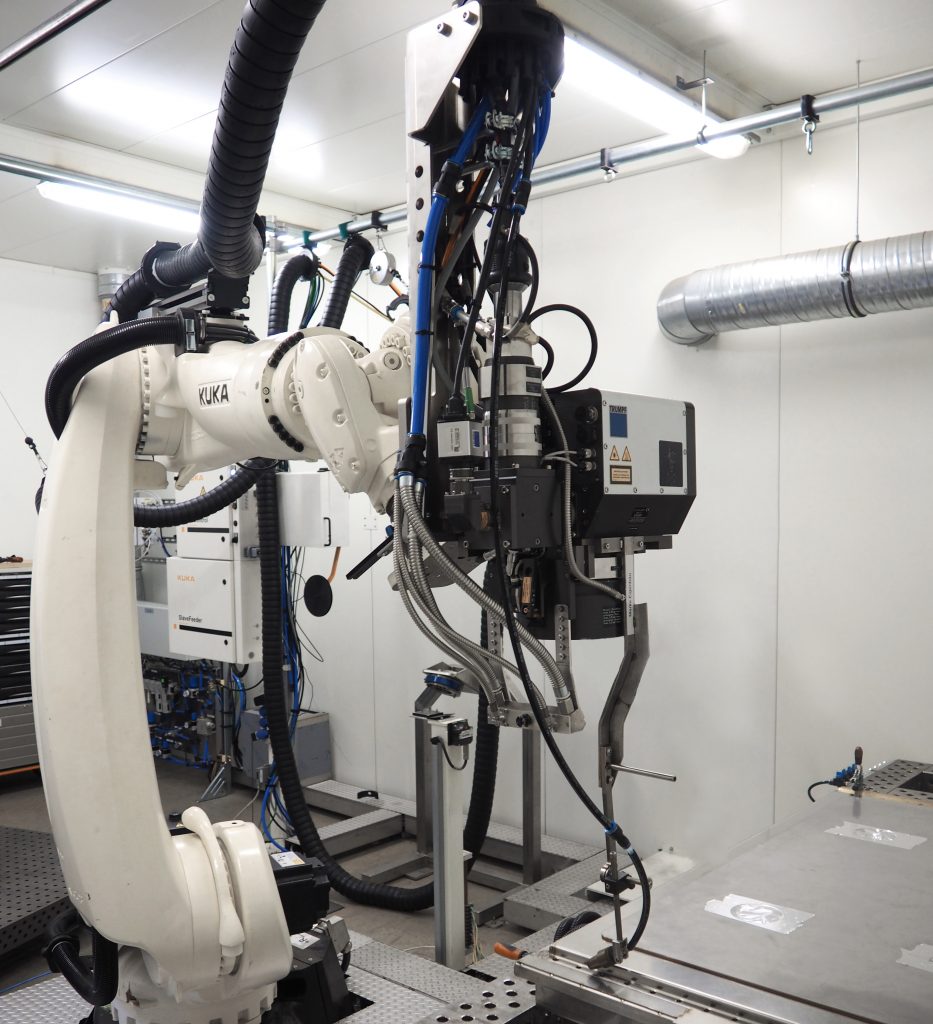
SOUDAGE AU LASER
Procédé automatisé
Matériaux : aciers austénitiques (aciers CrNi), aciers austéno-ferritiques, alliages d’aluminium, nickel et alliages de nickel, aciers de construction avec une limite d’élasticité minimale spécifiée, alliages de titane
- Laser à disque de la marque Trumpf, puissance laser maximale de 4000 W, fonctionnement en continu ou par impulsion
- Optique de focalisation programmable Trumpf PFO 33 pour le soudage à distance (soudage précis et à très grande vitesse de contours 2D)
- Optique d’usinage Trumpf BEO d70 à focalisation motorisée pour soudage profond et soudage par conduction thermique, avec ou sans apport de métal
- Positionneur de pièce pour poste de soudage à deux stations, poids maximum autorisé : 750 kg
- Vitesses de soudage pouvant atteindre 20 m/min et épaisseurs de tôle allant de 0,5 à 6 mm
Soudage MIG et MAG
Procédés manuel et automatisé
Matériaux : aciers austénitiques (aciers CrNi), alliages d’aluminium, aciers de construction avec une limite d’élasticité minimale spécifiée, aciers de construction à grains fins à traitement thermomécanique
- Alimentation par appareil Qineo Champ 450 de la marque Cloos, courant de soudage de 40 à 450 A
- Positionneur de pièce à deux axes, poids maximum autorisé : 5 tonnes
- Positionneur de pièce à axe simple, poids maximum autorisé : 10 tonnes
- Bras robotique à six axes suspendu à un portique linéaire à trois axes pour une accessibilité optimale ; adaptée aux pièces de dimensions maximales d’env. 4000 mm x 3000 mm x 3000 mm
- Vitesses de soudage pouvant atteindre 120 cm/min et épaisseurs de tôle allant de 2 à 20 mm


Soudage au plasma
Procédé automatisé
Matériaux: aciers austénitiques (aciers CrNi), aciers de construction avec une limite d’élasticité minimale spécifiée, aciers de construction à grains fins à traitement thermomécanique
- Alimentation par appareil Tetrix Plasma de la marque EWM, courant de soudage de 350 A
- Apport de métal sous forme de fil froid/fil chaud
- Vitesses de soudage pouvant atteindre 90 cm/min
- Positionneur de pièce à deux axes, poids maximum autorisé : 5 tonnes
Positionneur de pièce à axe simple, poids maximum autorisé : 10 tonnes
- Bras robotique à six axes suspendu à un portique linéaire à trois axes pour une accessibilité optimale ; adaptée aux pièces de dimensions maximales d’env. 4000 mm x 3000 mm x 3000 mm
- Vitesses de soudage pouvant atteindre 120 cm/min et épaisseurs de tôle allant de 2 à 12 mm
Soudage tig
Procédés manuel, orbital et automatisé
Matériaux : aciers austénitiques (aciers CrNi), aciers austéno-ferritiques, alliages d’aluminium, nickel et alliages de nickel, aciers de construction avec une limite d’élasticité minimale spécifiée, alliages de titane
- Procédé TIG, avec et sans apport de fil froid
- Robot à arbre creux et torche de soudage compacte pour une accessibilité optimale en cas de pièces aux géométries complexes
- Positionneur de pièce à deux axes, poids maximum autorisé : 500 kg
- Vitesses de soudage pouvant atteindre 20 cm/min et épaisseurs de tôle allant de 1 à 10 mm

CONTACT
Nous serons ravis de faire votre connaissance. Un interlocuteur direct se tient à votre disposition pour toute demande de renseignements.